产品详情

发布时间:2026-06-28 11:57:01

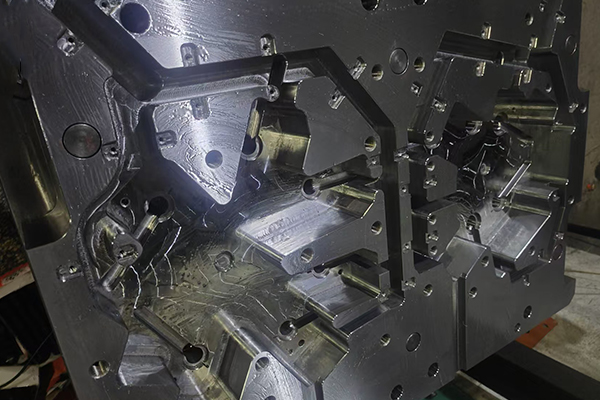
苏州人人鼎模架有限公司与您一同了解宁波压铸铝模生产的信息,压铸模的主要结构零件包括模架、压铸腔、流道系统、顶针、出铸口、滑动模芯、导柱、定位销、挂钩等。一、模架模架是支撑整个模具的牢固结构,包括上模板和下模板。上模板与下模板互相连接,上模板上还密封着压铸腔。常用材料钢铁材料机工钢、合金结构钢和模具钢是压铸模架常用的材料之一。这些材料具有高强度、高硬度、良好的韧性和热处理性能,能够满足高负载、高精度和高要求的压铸工艺需要,并具有较长的使用寿命。铝合金材料铝合金具有轻质、高强度、良好的耐腐蚀性和导热性能的特点,使得铝合金成为制作活动型压铸模架的理想材料。常用的铝合金材料有铝合金、铝合金等等。镁合金材料镁合金相对于铝合金具有更轻、更耐高温、更高的强度和韧性等优点,因此常用于制作高速、高精度的压铸模架。常用的镁合金材料有AZ91D镁合金、AM60B镁合金等等。
宁波压铸铝模生产,是否可以将压铸模进行补焊?压铸模在使用过程中,可能会出现不同程度的磨损和损坏,如裂纹、变形、磨损等。此时,是否可以对压铸模进行补焊呢?一般情况下,使用压铸模的材料都是金属,不同种类的金属因其熔点和成分不同,进行补焊时需要注意。只有在确定所使用的焊接材料与压铸模的材料相同或接近时,才可以进行补焊。另外,由于压铸模使用温度较高,因此在补焊之前,需要清理和处理修复区域,避免出现裂纹、变形等题。在压铸模的制作和使用过程中,需要注意选择高质量的材料和工艺,并进行保养和修复。如果压铸模出现了磨损和损坏等题,可以进行补焊,但需要注意使用适当的焊接材料和工艺,避免出现裂纹、变形等题。同时,钨极对于提高金属件制造的精度和质量至关重要,因此也需要认真使用和维护。
大型压铸模具定制,内模,镶件加工后热处理前做去应力处理。一般铝合金淬火HRC45+/-1°C,锌合金淬火HRC46+/°C内模的配合公差一般做到小于模框mm左右,可以用吊环轻松取出放入模框。顶针配合公差大于等于8mm的顶针间隙05mm,小于等于6mm的顶针间隙mm。凡是内模上面直角和锐角的地方要包R5mm以上。内模表面多余眼孔用一字螺丝堵死。插头的作用插头是通过通电加热的方式将压铸模具加热到所需的温度,以便在压铸生产中达到更好的成型效果。模具加热是压铸成型中非常重要的一个环节,它可以缩短生产周期,增加生产效率,提高产品质量。插头加热模架的方式通常是采用直接加热的方式,即插针直接插入到模架上的孔中,通过插头本身的发热,将模架加热至所需温度。此外,插头还可以作为压铸模架上的一种定位装置,使模架与插头相对应,固定在模架上。
冲模模架价格,压铸模的材料选择压铸模通常使用的材料包括钢、铝、铜等。不同材料的选择取决于模具所需承受的压力、温度、使用寿命等因素。例如,对于耐磨性较高的应用场景,通常会选用具有高硬度和高耐磨性的工具钢,而对于生产小批量、简单零件的情况,铝模则是一种经济实用的选择。上方是一个典型模架结构图。右边部份称为上模,左边部份称为下模。注塑时,上下模会先结合,让塑料于上下模块成型部份成型。然后上下模会分开,并由以下模为主的顶出装置将成品推出。上模(前模)配置为内模件成型部分或原身成型部分。流道部分〔含热咀、热流道(气动部分)、普通流道〕。冷却部分(运水孔)。下模(后模)配置为内模件成型部分或原身成型部分。推出装置(成品推板、顶针、司筒针、斜顶等)。冷却部分(运水孔)。固定装置(撑头、方铁及针板导边等)。
苏州人人鼎模架有限公司与您一同了解宁波压铸铝模生产的信息,压铸模的主要结构零件包括模架、压铸腔、流道系统、顶针、出铸口、滑动模芯、导柱、定位销、挂钩等。一、模架模架是支撑整个模具的牢固结构,包括上模板和下模板。上模板与下模板互相连接,上模板上还密封着压铸腔。常用材料钢铁材料机工钢、合金结构钢和模具钢是压铸模架常用的材料之一。这些材料具有高强度、高硬度、良好的韧性和热处理性能,能够满足高负载、高精度和高要求的压铸工艺需要,并具有较长的使用寿命。铝合金材料铝合金具有轻质、高强度、良好的耐腐蚀性和导热性能的特点,使得铝合金成为制作活动型压铸模架的理想材料。常用的铝合金材料有铝合金、铝合金等等。镁合金材料镁合金相对于铝合金具有更轻、更耐高温、更高的强度和韧性等优点,因此常用于制作高速、高精度的压铸模架。常用的镁合金材料有AZ91D镁合金、AM60B镁合金等等。
宁波压铸铝模生产,是否可以将压铸模进行补焊?压铸模在使用过程中,可能会出现不同程度的磨损和损坏,如裂纹、变形、磨损等。此时,是否可以对压铸模进行补焊呢?一般情况下,使用压铸模的材料都是金属,不同种类的金属因其熔点和成分不同,进行补焊时需要注意。只有在确定所使用的焊接材料与压铸模的材料相同或接近时,才可以进行补焊。另外,由于压铸模使用温度较高,因此在补焊之前,需要清理和处理修复区域,避免出现裂纹、变形等题。在压铸模的制作和使用过程中,需要注意选择高质量的材料和工艺,并进行保养和修复。如果压铸模出现了磨损和损坏等题,可以进行补焊,但需要注意使用适当的焊接材料和工艺,避免出现裂纹、变形等题。同时,钨极对于提高金属件制造的精度和质量至关重要,因此也需要认真使用和维护。
大型压铸模具定制,内模,镶件加工后热处理前做去应力处理。一般铝合金淬火HRC45+/-1°C,锌合金淬火HRC46+/°C内模的配合公差一般做到小于模框mm左右,可以用吊环轻松取出放入模框。顶针配合公差大于等于8mm的顶针间隙05mm,小于等于6mm的顶针间隙mm。凡是内模上面直角和锐角的地方要包R5mm以上。内模表面多余眼孔用一字螺丝堵死。插头的作用插头是通过通电加热的方式将压铸模具加热到所需的温度,以便在压铸生产中达到更好的成型效果。模具加热是压铸成型中非常重要的一个环节,它可以缩短生产周期,增加生产效率,提高产品质量。插头加热模架的方式通常是采用直接加热的方式,即插针直接插入到模架上的孔中,通过插头本身的发热,将模架加热至所需温度。此外,插头还可以作为压铸模架上的一种定位装置,使模架与插头相对应,固定在模架上。
冲模模架价格,压铸模的材料选择压铸模通常使用的材料包括钢、铝、铜等。不同材料的选择取决于模具所需承受的压力、温度、使用寿命等因素。例如,对于耐磨性较高的应用场景,通常会选用具有高硬度和高耐磨性的工具钢,而对于生产小批量、简单零件的情况,铝模则是一种经济实用的选择。上方是一个典型模架结构图。右边部份称为上模,左边部份称为下模。注塑时,上下模会先结合,让塑料于上下模块成型部份成型。然后上下模会分开,并由以下模为主的顶出装置将成品推出。上模(前模)配置为内模件成型部分或原身成型部分。流道部分〔含热咀、热流道(气动部分)、普通流道〕。冷却部分(运水孔)。下模(后模)配置为内模件成型部分或原身成型部分。推出装置(成品推板、顶针、司筒针、斜顶等)。冷却部分(运水孔)。固定装置(撑头、方铁及针板导边等)。







